



Весь комплект стеклопластиковой композитной машины для намотки труб GRP/FRP



Весь комплект стеклопластиковой композитной машины для намотки труб GRP/FRP

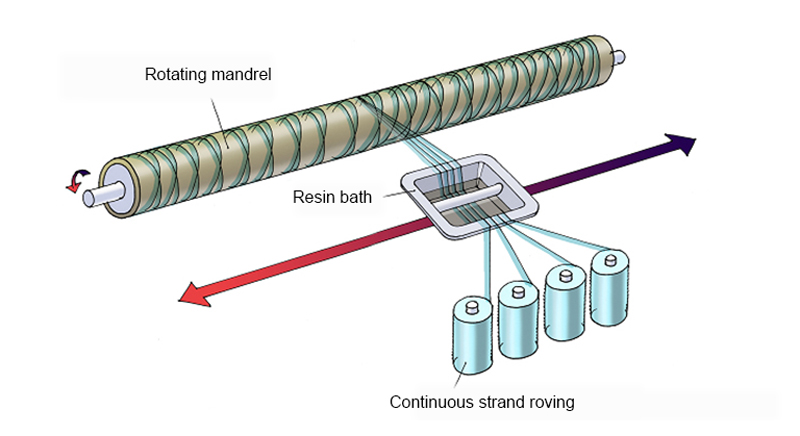
Линия по производству намотки стеклопластиковых труб используется для производства стеклопластиковых растворных труб различных размеров и спецификаций, а также технологических труб из стеклопластика.
Ключевые элементы машины для намотки нити FRP, такие как преобразователь, сервосистема и фотоэлектрический кодировщик, произведены компанией Siemens, Германия. Отображение английской иероглифы в меню, легкое управление, после ввода параметров в компьютер, можно завершить относительный расчет линейности намотки. Комбинированные движения главной оси и каретки, управляемые компьютером, соответствуют правилам намотки, технические параметры и внутреннее качество достигли передового уровня в Китае.
Диапазон диаметра может быть намотан: DN300 ~ DN4000 мм.
Максимальная длина: 12 м
Угол намотки: 45°~ 90°
Общая мощность: 10кВт
Допуск позиционирования: <1 мм
Максимальная ширина ровничного листа: 150 мм
Производительность: 500кг/ч

Технологический поток

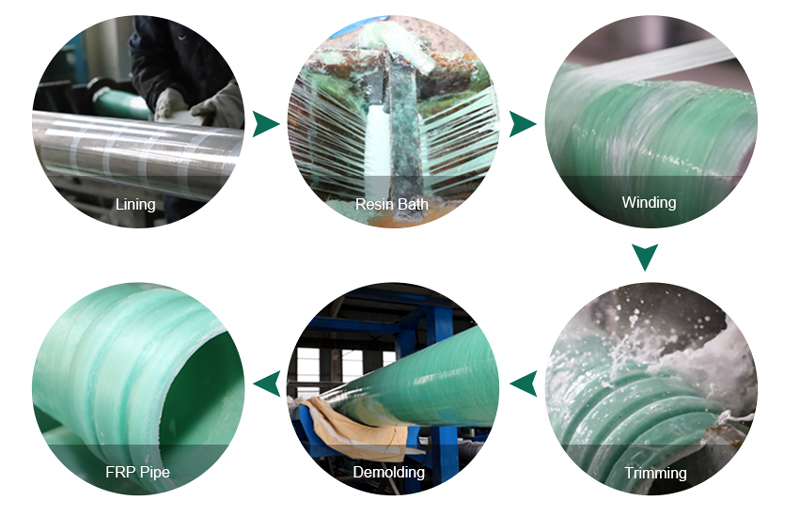
Сделать подкладку
Поместите форму для труб на станцию изготовления футеровки, на форму для труб намотайте слой полиэфирной пленки, затем нанесите на слой гелькоута, после слоя геля, затем намотайте мат из стекловолокна и рубленый мат из стекловолокна, затем намотайте сетку. ткань, затем повесьте подкладку и форму на станцию отверждения для отверждения слоя подкладки. Равномерное распределение подкладочной смолы под действием функции вращения, поэтому подкладка ровная и гладкая, что позволяет легко потушить пузырьки в смоле.
обмотка
После станции футеровки поместите форму трубы на станцию намотки, положите бесщелочной ровинг для намотки, который пропитывает смолу в соответствии с процедурой проектирования, и постепенно распределяйте намотку платера на слой футеровки, приступайте к поперечной и кольцевой намотке волокна. Вся внешняя смола должна соединяться с абсорбентом ультрафиолетовых лучей и использовать полиэфирную пленку для прессования, это может сделать внешнюю поверхность продукта гладкой, красивой, а также может иметь функцию защиты от старения. Затем повесьте трубу и форму на станцию отверждения, чтобы отвердить конструкционный слой.
Ремонт
После полного отверждения намоточной трубы поместите ее на станцию обрезки, справившись с двумя концами трубы, после выполнения требований поместите трубу на машину для разгрузки пресс-формы, вытащите готовый продукт трубы из пресс-формы, труба из стеклопластика целиком процесс завершен, и передать в процесс проверки.
Разгрузка формы
После завершения отверждения трубы приступить к разгрузке пресс-формы.
СВЯЗАТЬСЯ С НАМИ | НАВИГАЦИЯ | СДЕЛАТЬ ЗАПРОС |
Телефон: +86-318-8866188 Мобильный телефон: +86 155 3218 6507 Факс: +86 318 863 9919 WeChat: +86 155 3218 6507 Почта: chopctdd@163.com Cкайп: chopct@163.com WhatsApp: +8615532186507 Адрес: 2308 Sun ing Life Plaza, № 77 Zhongshan West Road, район Xnianhua, город Шицзячжуан, провинция Хэбэй, Китай
|  *
*
Отправить
|
Copyright © Hebei Dongding Chemical Trade Co., Ltd. Все права защищены.
