



玻璃钢成套缠绕机



玻璃钢成套缠绕机

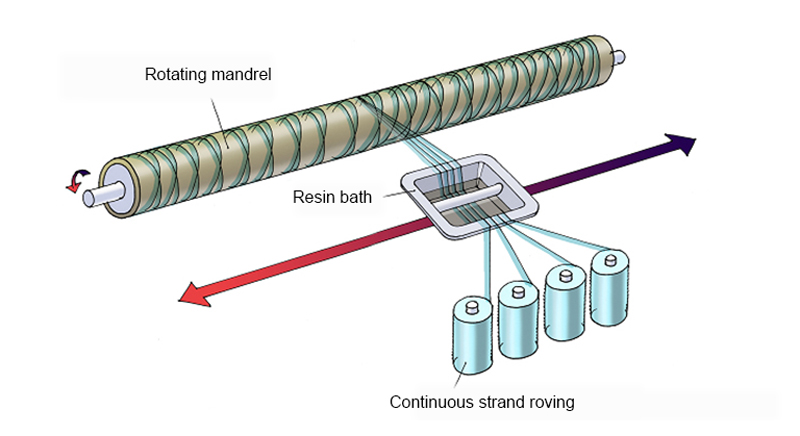
玻璃钢缠绕管生产线用于生产各种尺寸、规格的玻璃钢砂浆管和玻璃钢工艺管。
玻璃钢纤维缠绕机的传感器、伺服系统、光电编码器等关键元件均来自德国西门子公司。菜单中显示英文象形文字,操作简单,将参数输入电脑后,即可完成绕组线性度的相关设计。电脑控制的主轴与车厢组合动作,符合绕线规则。
可缠绕直径范围:DN300~DN4000mm
长度:12m
卷绕角度:45°~90°
总功率:10Kw
定位公差:<1mm
粗纱宽度:150mm
生产率:500kg/h


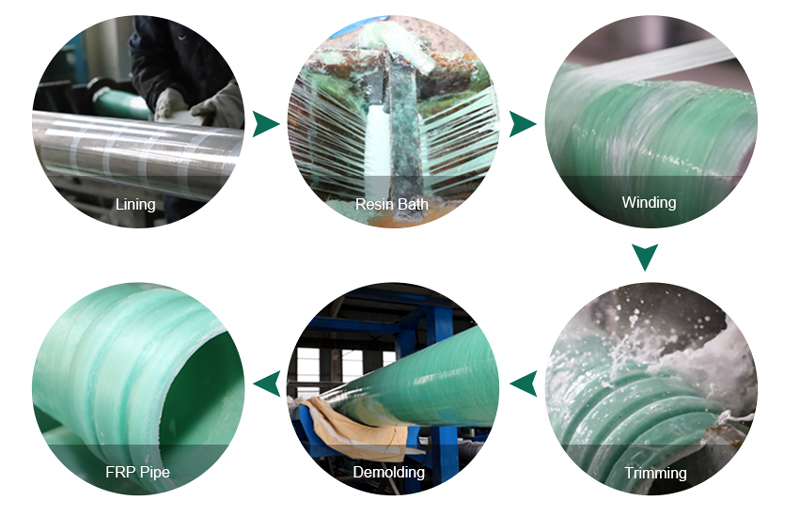
制衬
将管模放在制作衬里台上,在管模上缠绕一层聚酯薄膜,然后铺上一层胶衣,层胶后,再缠绕玻璃纤维表面垫和玻璃纤维短切垫,然后缠绕网织物,然后将里料和模具挂到固化工位,对里料层进行固化。内衬树脂在旋转作用下分布均匀,使内衬平整光滑,树脂中的气泡容易排出。
缠绕
经过衬里工位后,将管模放在缠绕工位上,按设计程序将浸渍树脂的无碱缠绕粗纱铺在衬里层上进行铺胶缠绕,然后进行纤维交叉缠绕和环形缠绕。外层树脂均应加入紫外线吸收剂并使用聚酯薄膜压光剂,可使产品外表面光滑、美观,并具有抗老化功能。然后将管材和模具挂到固化工位上进行结构层的固化。
修整
缠绕管完全固化后,放在修边台上,将管子两端处理好,符合要求后,将管子放在卸模机上,将管子成品从管子模具中拉出,玻璃钢管材整体流程完成,并移交给检验流程。
卸模
待管材固化完成后开始卸模。
上一个:
硫酸厂
下一个:
玻璃钢储罐成套生产线

